大物板金加工品

クーラントタンクにおいて油漏れは厳禁です。高い溶接技術と油漏れ試験等の要素が求められる製品です。 ポンプ取り付け、ドレインやキャスターの溶接にも対応。
| 材質 | SPHC t=2.3 |
| 用途 | 工作機械用クーラントタンク |
| 第一工程 | レーザー・タレパン複合機 |
| 第二工程 | 曲げ |
| 第三工程 | 溶接 |
| 第四工程 | 塗装 |
| 第五工程 | 組立 |
| 第六工程 | – |
社内に塗装工程を有する事で板金加工~塗装~シルク印刷を一貫作業で行う事が可能な為、安定した品質とリードタイムの短縮に大きな成果が期待出来ます。
| 材質 | SPHC t=2.3 |
| 用途 | 工作機械用前側帯カバー |
| 第一工程 | レーザー・タレパン複合機 |
| 第二工程 | 曲げ |
| 第三工程 | 溶接 |
| 第四工程 | 粉体溶接 |
| 第五工程 | シルク印刷 |
| 第六工程 | – |

レーザー・タレットパンチ複合加工機ではレーザー切断とバーリングやタップ加工を同時に行うことで、品質の安定及び加工リードタイムを短縮します。
| 材質 | SPHC t=1.6 |
| 用途 | 工作機械用カバー |
| 第一工程 | レーザー・タレパン複合機 |
| 第二工程 | 曲げ |
| 第三工程 | 溶接 |
| 第四工程 | 粉体塗装 |
| 第五工程 | シルク印刷 |
| 第六工程 | – |

レーザー・タレットパンチ複合加工機ではレーザー切断とバーリングやタップ加工を同時に行うことで、品質の安定及び加工リードタイムを短縮します。
| 材質 | SPHC t1.6 |
| 用途 | 工作機械用カバー |
| 第一工程 | レーザー・タレパン複合機 |
| 第二工程 | 曲げ |
| 第三工程 | 溶接 |
| 第四工程 | 粉体溶接 |
| 第五工程 | – |
| 第六工程 | – |
現在作成中です。
| 材質 | SPHC t1.6 |
| 用途 | 工作機械用カバー |
| 第一工程 | レーザー切断 |
| 第二工程 | 曲げ |
| 第三工程 | 溶接 |
| 第四工程 | – |
| 第五工程 | – |
| 第六工程 | – |

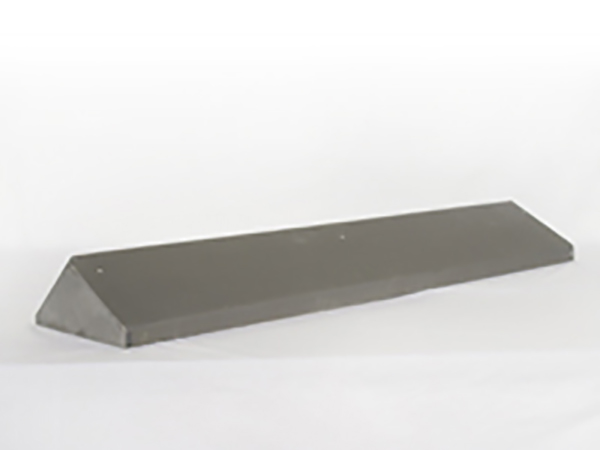
アール形状の細長い(1470mm)歪易いカバーです。各工程間の制度維持管理の徹底により品質の安定を図っています。
| 材質 | SPHC t1.6 |
| 用途 | 工作機械用カバー |
| 第一工程 | レーザー切断 |
| 第二工程 | 曲げ(ロール曲げ) |
| 第三工程 | 溶接 |
| 第四工程 | – |
| 第五工程 | – |
| 第六工程 | – |

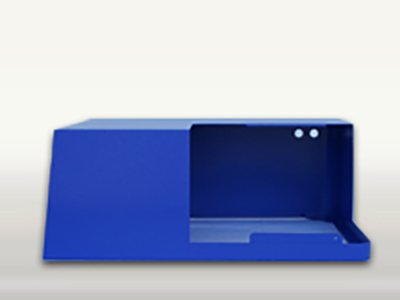
油漏れ厳禁部分においては全溶接、シリコン塗布等により対応し密封性を確保します。
| 材質 | SPHC t=2.3 |
| 用途 | 工作機械用チンプタンク |
| 第一工程 | レーザー・タレパン複合機 |
| 第二工程 | 曲げ |
| 第三工程 | 溶接 |
| 第四工程 | 粉体溶接 |
| 第五工程 | – |
| 第六工程 | – |
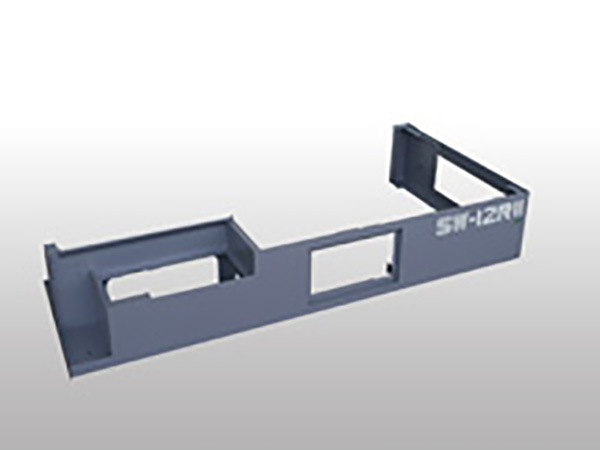
複合加工機、レーザー切断とバーリング、タップ加工を同時に行うことで、 品質の安定及び加工リードタイムを短縮します。
| 材質 | SPHC t1.6 |
| 用途 | 工作機械用板金カバー |
| 第一工程 | レーザー・タレパン複合機 |
| 第二工程 | 曲げ |
| 第三工程 | 溶接 |
| 第四工程 | 粉体溶接 |
| 第五工程 | – |
| 第六工程 | – |
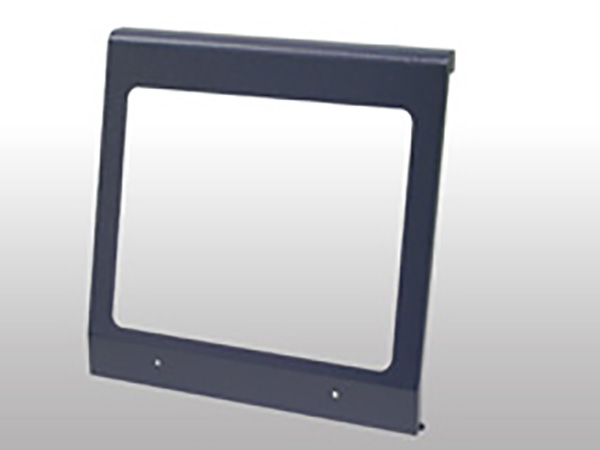
抜き部分の多い部品も各工程の精度維持管理の徹底により品質の安定を図ります。
| 材質 | SPHC t=1.6 |
| 用途 | 工作機械用切削室ドア |
| 第一工程 | レーザー・タレパン複合機 |
| 第二工程 | 曲げ |
| 第三工程 | 溶接 |
| 第四工程 | 粉体溶接 |
| 第五工程 | – |
| 第六工程 | – |

少しの歪や仕上がり面の異常はお客様の組み付け工程において致命的欠陥となりますので高度な技能と細心の注意が求められます。
| 材質 | SPHC t=2.3 |
| 用途 | 工作機械用上物カバー |
| 第一工程 | レーザー・タレパン複合機 |
| 第二工程 | 曲げ |
| 第三工程 | 溶接 |
| 第四工程 | 粉体溶接 |
| 第五工程 | – |
| 第六工程 | – |
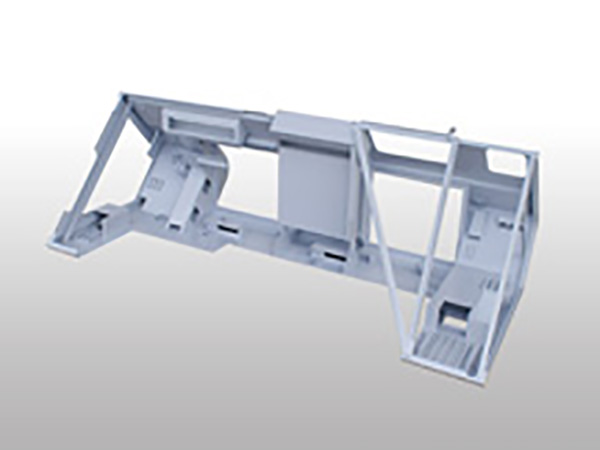
大物カバーにおいては、より一層の歪を抑える事が重要となります。その為には溶接箇所を極力減らし曲げ加工で対応するよう、お客様にも提案して参ります。レーザー・タレットパンチ加工の利点を生かし、効率的かつ高度な溶接技術で原価低減に寄与致します。
| 材質 | SPHC t=2.3 |
| 用途 | 工作機械用上物カバー |
| 第一工程 | レーザー・タレパン複合機 |
| 第二工程 | 曲げ |
| 第三工程 | 溶接 |
| 第四工程 | 粉体溶接 |
| 第五工程 | – |
| 第六工程 | – |